Explore our leading technical offerings, certified for European markets, meeting the requirements of modern automotive and industrial drivetrains.







Established in 2014 and headquartered in Shenzhen, Guangdong Province—the epicenter of intelligent manufacturing and sustainable transportation innovations—Shenzhen DCI Autos Co., Ltd. is a leading manufacturer specializing in electric vehicle components and mobility technologies for the global automotive market.
Operating from a state-of-the-art facility covering 28,000 square meters and powered by more than 300 dedicated engineering and production professionals, DCI Autos manages a fully integrated workflow. From preliminary product development and R&D verification to automated assembly line production and environmental durability testing, we deliver top-tier electric drivetrain solutions globally.
Our product offering covers critical high-voltage nodes, including integrated battery systems, advanced power electronics, permanent magnet electric drivetrain components, functional safety-certified battery management systems (BMS), high-voltage charging interfaces, and thermal management units. These technologies provide reliability and power density across passenger, commercial, and industrial transportation systems.
Full engineering validation, environmental testing, and hardware-in-the-loop (HIL) testing protocols support our product development cycle.
Our solutions adapt to custom packaging dimensions, bus voltages, communication interfaces, and mounting geometries.
Engineered to comply with the European market directives, guaranteeing electromagnetic compatibility (EMC) and functional safety.
Accelerating the next generation of high-efficiency, space-saving propulsion architectures for the next decade of transportation.
Transitioning from traditional silicon IGBTs to Silicon Carbide (SiC) MOSFET platforms enables higher switching frequencies, lower thermal dissipation, and overall powertrain footprint reduction. This technology helps automotive OEMs improve system efficiency by 4% to 8%, directly increasing drive range under standardized drive cycles.
As charging networks transition to high-power fast charging, we are engineering electric drivetrains, high-voltage wire harnesses, and battery management systems optimized for 800V architectures. This decreases cable mass and system current requirements, leading to faster charging cycles.
Integrating the inverter, DC-DC converter, on-board charger (OBC), and power distribution unit (PDU) into unified structures (such as 3-in-1, 5-in-1, or multi-in-one architectures) optimizes space. This design reduces inter-cabinet high-voltage cabling and ensures better EMC performance.
Custom-engineered subsystems developed to handle the environmental and operating conditions of diverse electric transport platforms.
Optimized for light weight, low NVH (Noise, Vibration, Harshness), and compact packaging. Components like integrated suspension control arms, high-voltage vehicle wiring configurations, and smart cell-balancing BMS fit the high density demands of modern passenger sedans and SUVs.
For larger platforms like 10-18 meter transit buses and heavy delivery fleets, our focus is continuous high-torque output, battery thermal regulation, and high electrical current distribution capabilities.
Beyond vehicles, our VFD speed controllers, custom cast thermal interfaces, and waterproof high-voltage distribution components support industrial operations, off-road utility setups, and vertical transport.
For global Tier 1 buyers and automotive distributors, regulatory alignment is a key requirement for supply chain integration.
Our electric drive technologies, high-voltage distribution systems, and battery management platforms carry official CE certification. This validates alignment with key European Directives:
Additionally, we supply complete technical documentation, risk evaluations, and declaration files to simplify vehicle registration and compliance checks for importing partners globally.
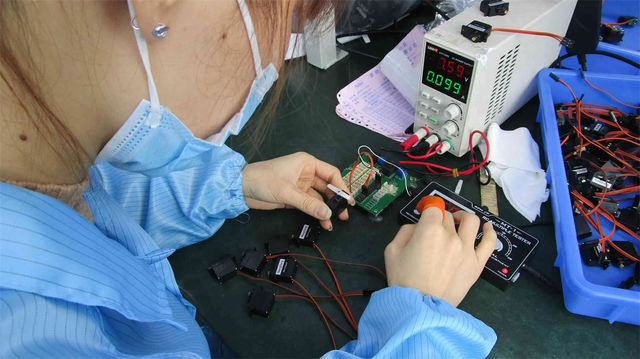
A look inside Shenzhen DCI Autos Co., Ltd.'s 28,000 square meter smart manufacturing plant.
We integrate automated assembly lines, high-precision CNC tooling centers, automated testing bays, and ISO 9001 certified quality control systems. This infrastructure supports high productivity while maintaining strict quality consistency for bulk manufacturing orders.








Supporting purchasing managers and engineering offices from initial concept design through to volume manufacturing.
Customers submit CAD files, dimensional specifications, and electrical target performance metrics. Our engineering team conducts design review, cooling simulation, and packaging fit checks to optimize the component configuration.
We supply test data covering thermal distribution, electromagnetic compatibility, insulation resistance, and vibration endurance. This documentation supports the client's internal validation process.
We utilize long-term supply agreements for critical raw materials, such as copper, high-grade silicon, and high-purity aluminum alloys. This helps maintain stable lead times and mitigates raw material price volatility.
Technical answers to common questions asked by automotive engineers and purchasing managers.
A second collection of specialized electrical components, suspension elements, connectors, and power distribution enclosures.







